精心打磨的产品视频已准备就绪,它将带您深入沧州(本地)直缝焊管镀锌内涂塑钢管优选厂家的魅力世界,让您重新发现产品的无限可能。
以下是:沧州(本地)直缝焊管镀锌内涂塑钢管优选厂家的图文介绍
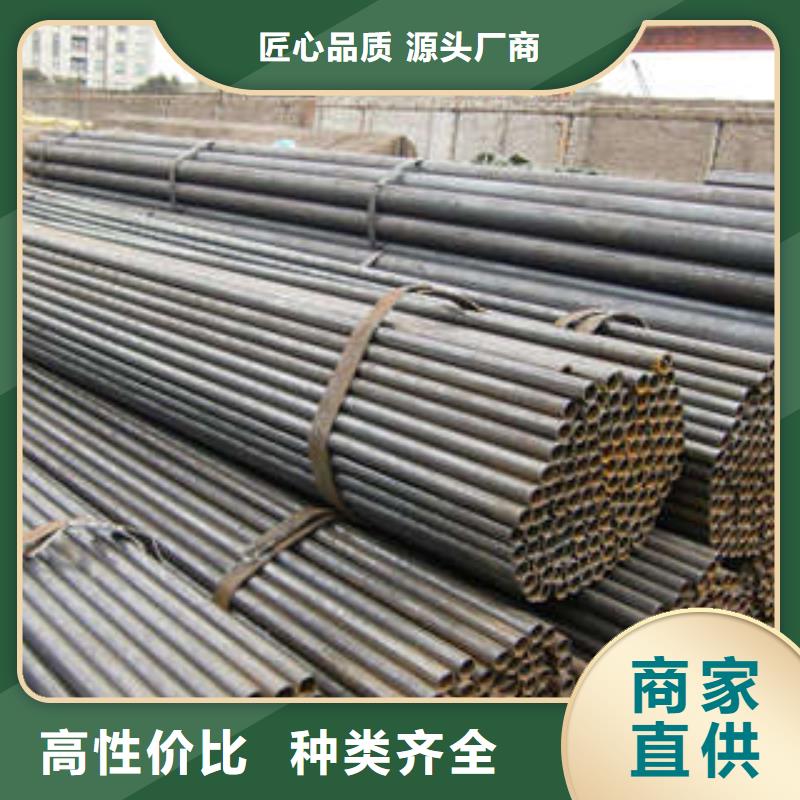
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
这种润滑方式可以有效地将变形焊管与模具表面隔离开,润滑效果良好,有利于模具使用寿命和产品成品的合格率。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。 在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
鸿顺管道科技有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了 沧州热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为沧州及周边认可的 沧州热镀锌钢管厂家、防腐钢管、钢塑复合管、衬塑复合管、制造商。
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。 如果需要使其保持自动运行,那么应当按下小键盘上的启动键,飞锯机即自动反复运行。接下来按停车键,停止工作的程序,将使飞锯小车锯切焊管工作完毕,再返回零位才不动,如果要改换工具,按动小键盘的复位键,即使微机显示屏出现主菜单,并按键选择工具和更改设定参数。 需要注意的是,如果焊管机组需要停止较长的时间,那么应当先关闭步进电源,锯片电机停转,这就节约了能源。同时还要经常检查测速光电编码的工作脉冲质量,防止撞击编码器或使其浸水。根据焊管的不同规格,及时的位置及修磨形状,平头后的钢管端面应光滑平整,达到工艺要求。 焊管产品不仅类型丰富,而且关于其的加工工艺和成型方法也多式多样。大多数情况下,在成型之后,一道工序都是对焊接后管坯再进行一次全长扩径,以焊接管形质量。也就是说,扩径工艺成为了大口径直缝焊管生产中确保成品管质量的一道重要工序。
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
在使用焊剂时用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速蒸发而形成平滑薄膜不易流失,同时还可避免水份浸入制冷系统的危险。铜与铁的焊接可选用磷铜焊料或黄铜条焊料,但还需使用相应的焊剂,如硼砂、硼酸或硼酸的混合焊剂。 如何才能使钢带或钢板焊接在一起哪,焊接的有哪些根据用途来分,焊接焊管有一般用途和高温高压用等,后者用的管子往往是特种合金钢,必须考虑和解决焊缝在焊接过程中产生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。 焊接焊管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接焊管采用的坯料是钢板或带钢。根据管壁厚薄来分,钢带等比较薄的材料制成的管子可以使用高频焊接,有些薄壁管可以用保护气体方法焊接;壁厚超过2mm的管材可以用手弧焊。 只要管子材料是高强度合金钢,包括耐温、耐压、耐磨、耐低温的合金钢钢管,都要在焊接工艺上着重落实防止由于焊接高温作业产生马氏体组织,出现裂缝的倾向,工艺上一般要求是,焊条要选择好,并且按要求焙烘发给?。
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")
直缝焊管镀锌内涂塑钢管优选厂家")



 扫一扫
扫一扫